

以下是具体的检测方法及过程:
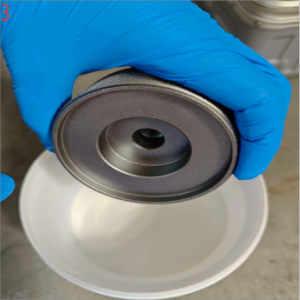
紧固件厂除油方法:碱水清洗法,使用3%~10%的碳酸钠或氢氧化钠溶液,通过喷淋或浸入方式清洗,适用于渗碳或碳氮共渗的紧固件。该方法需加热至50~70℃,但存在盲孔和凹槽部位易残留污渍的问题。燃烧脱脂法,将紧固件加热至350~400℃,使油类汽化燃烧。适用于轻质油类,但高粘度油类无法完全清除。取样:使用干净的橡胶手套或者其他棉质手套将除油后的紧固件取出若干个,如1图所示。注意在取样过程中,除油后的样件需及时进行检测,防止其长时间暴露在空气中,进而影响检测效果。
锆砂B60检测除油原理:油渍与氧化锆砂的物理相互作用。1、油膜残留的黏附作用紧固件表面油污(如切削油、防锈油)未彻底清除时,油分子通过范德华力与锆砂颗粒表面产生微弱吸附,尤其在湿式喷砂工艺中,油水乳化体系会增强锆砂的滞留倾向。2、表面能差异导致的浸润性氧化锆砂表面能较高(约50-70mJ/m²),而矿物油表面能较低(约30mJ/m²),两者接触时油渍可能部分覆盖锆砂颗粒,形成临时性附着层。氧化锆砂b60如2图所示。
除油检测:将紧固件伸入装有锆砂B60的塑料桶中,静置10秒后将紧固件取出可观察其除油效果。若紧固件表面无锆砂残留,说明除油彻底,如图3所示。若紧固件表面出现锆砂残留,说明除油不彻底,如图4所示。
紧固件表面存在油污会对涂覆效果产生的影响:
1、涂膜质量下降油污会阻碍涂层与基材的接触,导致涂膜流平性差,表面出现缩孔、鱼眼等缺陷,光泽度降低。
2、干燥性受阻油污可能干扰涂层固化反应,延长干燥时间或导致固化不完全。
3、附着力下降油污会破坏涂层与金属表面的物理/化学结合,显著降低附着力,可能导致涂层脱落。
4、除锈效率降低油污覆盖金属表面会阻碍除锈剂接触锈层,降低机械除锈效果。